现在机加工市场在铣削方面主要使用的设备是立式或是卧式的三轴加工机,但随著工件加工复杂度的提高,一个工件多个部位需要加工,为了保证度有的时候需要使用第四轴等设备,但受到成本的限制,很多客户对于高昂的机床价格只能望而止步,加装第四轴受到成本及工件尺寸的限制也很难实现,多次装夹工件后又会带来度的降低及加工时间的上升。
可转向加工的角度头,就可以解决客户遇到的第四轴加工问题。
正河源角度头在刚性和度上作了重点的改善,转向后内孔度能保证在0.01mm以内,并且有ER系列和高度的SKS系列夹头来满足客户转向后的铣削,钻孔及攻牙的加工场合。
从而实现 “转向加工 制程简化 省时便利 效率提升” 的目的。
首先,我们先来认识一下角度头:
(下文以,台湾正河源小钢炮铣削头为例)
角度头的功能与应用
一一一一一一一一一一一一
• 适用于中切削,钻孔、攻牙和铣削,可用于自动换刀系统。
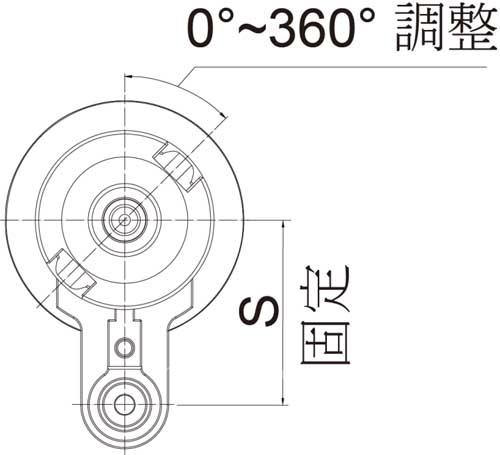
• 与主轴方向呈90°,能再做360°旋转,以利于任意角度加工,节省加工时间且提升生产效率。
• 当加工时,主轴向逆时针方向转动。
• 中心出水和侧边给水设计,可选择刀具出水或由出水孔出水,给水珠出水孔可万向设计 角度可自行调整。
• 夹头心轴部份配合ER/SKS系列,夹持部偏摆度为0.001~0.02以内。
• 转速为4000 RPM。
• 齿轮传动比例:1:1



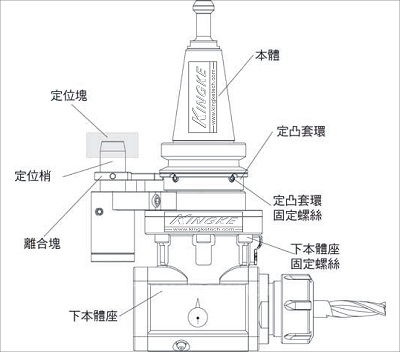
正河源小钢炮-90°角度头 角度头各个部位的介绍 正河源中钢炮-90°角度头
角度头供油系统
一一一一一一一一一
1• 切削液从定位块通过角度头本体内部,由刀具供油(我们一般称作“内冷”下图)或选择由给水珠供油两种,达到冷却效果。

2• 切削液从拉刀机构通过角度头本体内部,由刀具供油或选择由给水珠供油(我们一般称作“外冷”,如下图),达到冷却效果。

角度头的安装说明及使用注意事项
一一一一一一一一一一一一一一一一一一
一、定位块安装前注意事项:
1.请先确认主轴法兰面上是否有螺纹孔,如果可以请使用现有螺纹孔安装定位块。如在主轴法兰面上须钻孔或攻牙时,请与机械制造商联系,确保在钻孔或攻牙时,不会造成机台内部损伤。
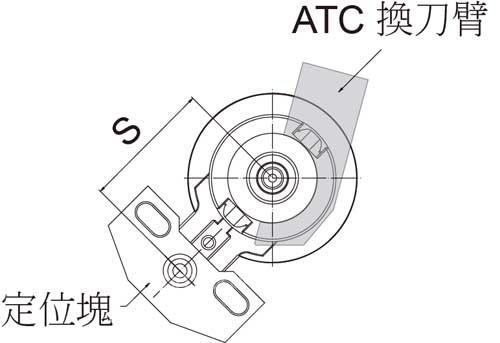
2.将定位块装置中心加工机主轴法兰上,可准确保持定位梢到主轴中心距(S尺寸)的距离。请确保定位块不会影响到自动换刀系统的运作。
——————————————————————————————————————————————
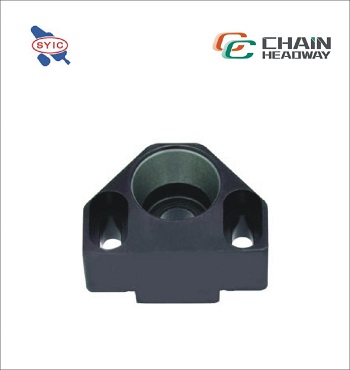
定位块的形式(点击图片,可以链接到定位块详情)



3.每一个装置的S尺寸都是固定的。
BT40刀杆的S尺寸是65mm(2.559”)
BT50刀杆的S尺寸是80mm(3.149”)
4.定位块与定位梢之种类与长度是依据机台不同在安装之前需检查全部尺寸,以确保准度避免干扰。
二、小钢炮角度头安装步骤:
一一一一一一一一一一一一一一一
1.将机台主轴定位(M19)。
2.将定位块锁上主轴法兰面,螺丝不要锁紧保持可以左右滑动。
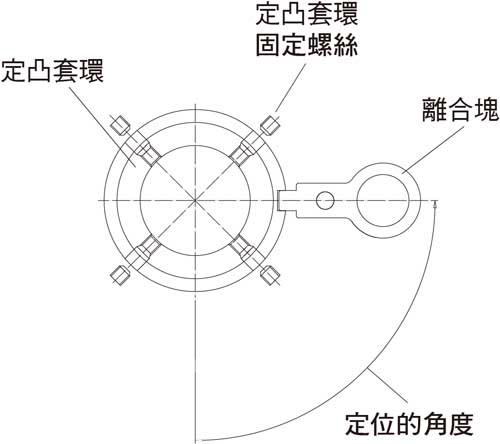
3.将小钢抱铣削头定凸套环上4颗固定螺丝转松开约1/4圈,小钢炮铣削头本体即可转动任意角度。
4.将小钢抱铣削头刀杆本体川键槽与定位梢同时对准机台主轴川键与定位块,并且把小钢抱铣削头装置于机台主轴上后,使离合块与定凸套环上凹槽脱离。
5.将定位块螺丝锁紧。
6.装置后将定凸套环凹槽对准离合块,把定凸套环上4颗固定螺丝锁紧。
7.解除机台主轴定位,后用手转动主轴,测试主轴是否能转动及离合块与定凸套环上凹槽是否有完全脱离。
8.再将机台主轴测试运转(逆转M04或正转M03),速度请勿太快,约50~100RPM。
9.将主轴停止,再做一次主轴定位动作确认定凸套环凹槽是否对准离合块,如未对准请再重新做一次安装步骤。
˙务必确认定凸套环上的4颗固定螺丝已锁紧,若没有彻底执行此动作会导致定位的角度无法维持,以及发生不正常的自动换刀。
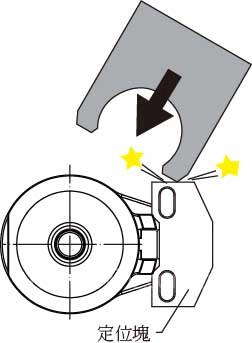
• 确认在执行自动换刀时,拉头与川键、定位块不会有互相干涉。
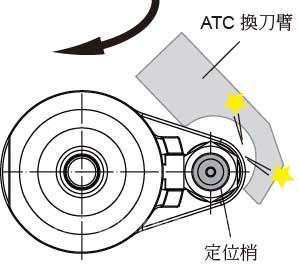

• 请确认在执行自动换刀时,自动换刀臂与定位块没有互相干涉。
• 避免不必要的损坏,请将邻近左右的刀杯空下来。
• 自动换刀不适用与某些机台上,因为有重量和尺寸上不同的限制。
使用本产品之前请确认自动换刀的夹持重量无过大值。
自动换刀的后确认:
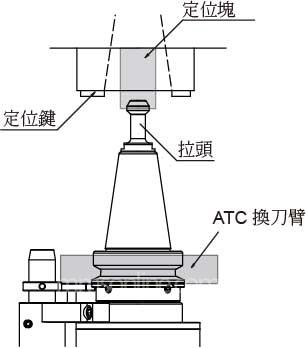
安装定位块、冷却剂的连接与定位角度的设定完成后,以手动的方式将小钢炮铣削头安装至机器主轴。
请确实检查主轴的定位键与小钢抱铣削头的川键槽是否契合,且定位梢已有插在定位块的沟槽中。
三:角度头使用注意事项:
一一一一一一一一一一一一一
1.使用小钢炮铣削头,机台主轴转向为逆转(M4)。
2.高水压7kgf/c㎡。
3.给水系统使用方式为:顺时针转(ON)则有刀具出水功能;逆时针转(OFF)则有给水珠出水功能。
• 注意当选择使用刀具出水功能时,请用M3无头螺丝将给水珠出水孔锁紧,增加刀具出水功能的出水量。

4.调整加工方向须将下本体作底部上的6颗螺丝松转约1/4圈,使下本体座能够转动后,使用百分表或千分表,将下本体座基准平面校正至平行0.01~0.005,再将6颗螺丝锁紧即可。
5.螺帽锁固请使用该产品所搭配之板手。
6.当铣削头有卡锁、运转时有异常声音、过热或震动的问题,请与我们联系,请不要自行拆开装置
四:角度头的保养
一一一一一一一一一一一一一
1.小钢炮角度头里已有润滑油,不需拆开添加润滑油。
2.当完成加工后将小钢炮铣削头由机台上取下后,请使用高压风枪对准定位梢或给水型拉头的给水孔将铣削头内部切削油吹出,一定要吹到完全没有切削油喷出,以免下一次使用产生冷却通道阻塞情况。
3.平常保养请用高压风枪将小钢炮铣削头上油污及铁屑去除,外观本体再涂上防锈油。

网站二维码扫一扫

企业公众号扫一扫




