产品特点:
1.夹紧刚性高,高且稳定;
2.使用寿命高,操作性好,通用型强;
3.1:20斜度和双面拘束法兰斜度;2.8642(斜度小可自锁)
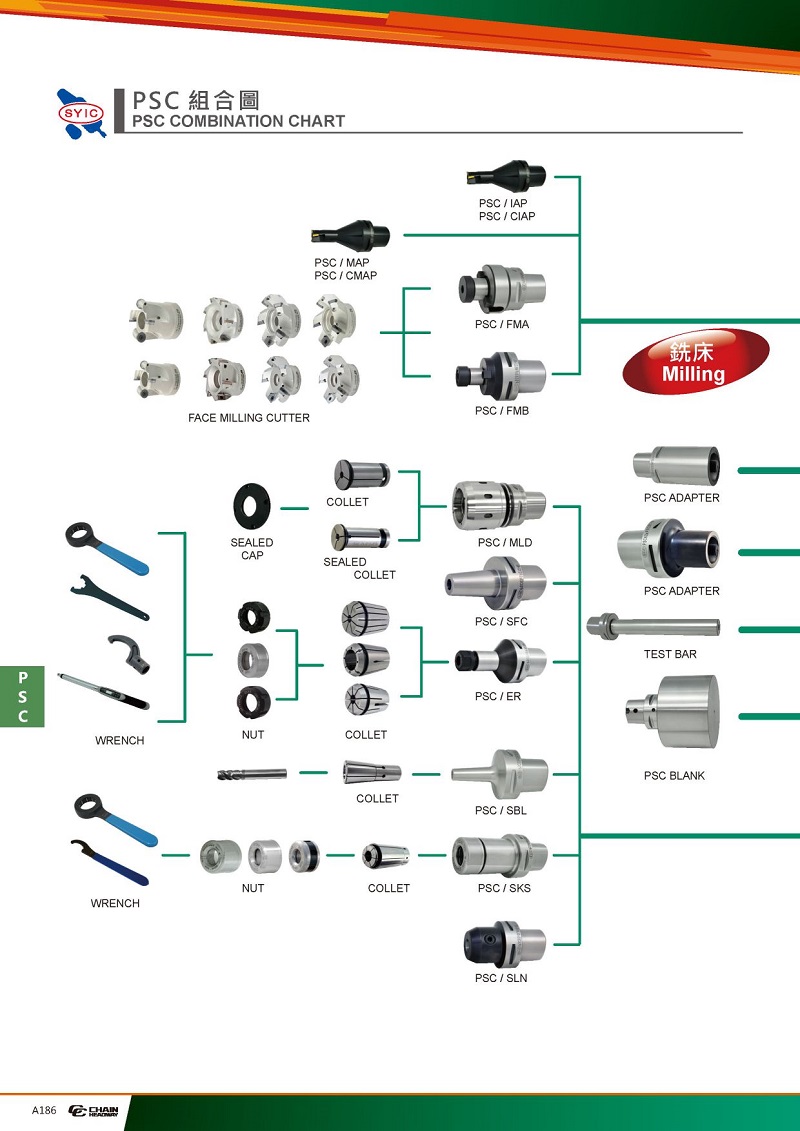
4.三角多边形斜锥驱动;模件组合式内压孔;
5.PSC刀杆非环形沟槽,采用四等分夹持沟槽,因此在ATC使用上可以准定位;
____________________________________________________________________________________________________
参考资料:
PSC32=Capto C3 转速RPM:55000r/min
PSC40=Capto C4 转速RPM:39000r/min
PSC50=Capto C5 转速RPM:28000r/min
PSC63=Capto C6 转速RPM:20000r/min
PSC80=Capto C8 转速RPM:14000r/min
____________________________________________________________________________________________________
性能介绍:
1. 连接高:连接结构在XYZ方向的重复为±2μm,为3μm;
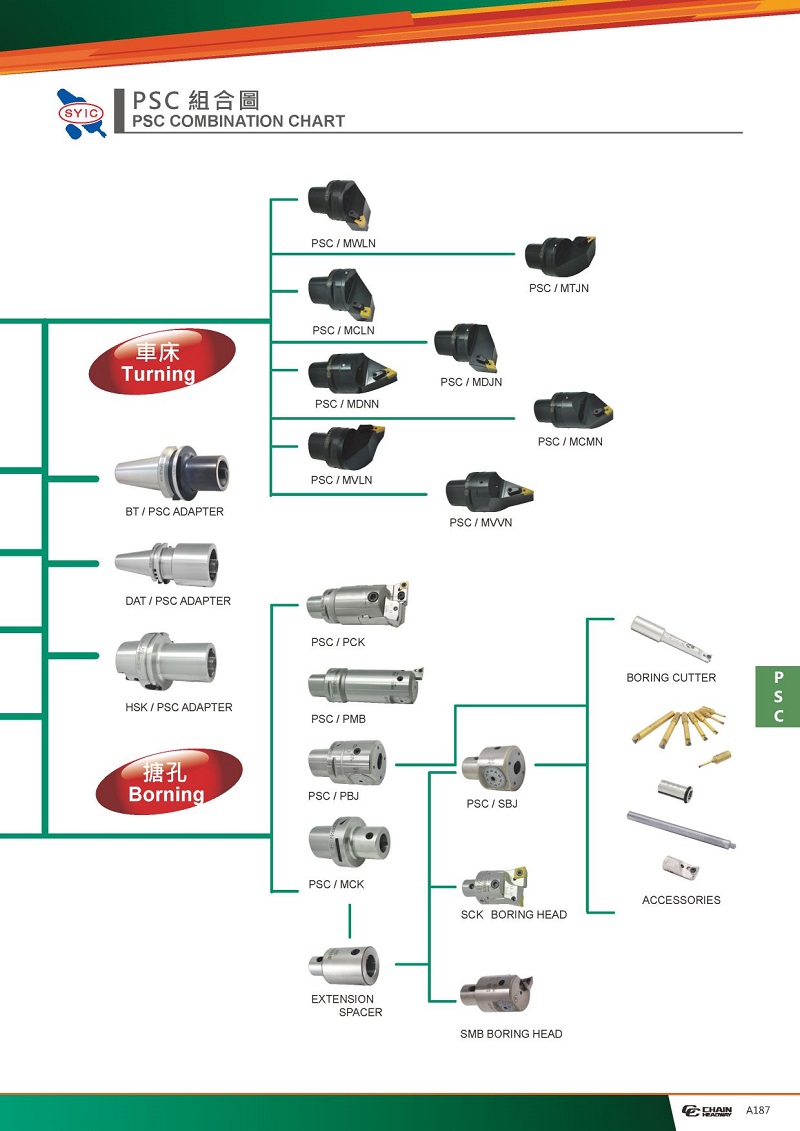
2.操作性好通用性强:机床和加工相组合的刀柄上都有能自动对应的ATC用抓取槽,并可实现切削液内部供给;
3.独特的两面定位夹紧连接结构造:
a.该连接结构是一种高三角锥体,采用1/20锥度两面定位夹紧的连结构;
b.PSC工具系统设计成三角锥体,没有传动键,切削扭矩呈均匀分布,从而提高了扭转刚性,也没有定位误差;
c.特别是在车床的车削加工,因没有定位误差,即轴高不会移位;
____________________________________________________________________________________________________
势:
车床加工-率快速交换
在车床上加工零件时,实际车削加工时间只占全部工时的1/3,其余2/3的工时为机床的检查和准备,切削工具和
工件的检测以及工件交换的工时;
1.使用原来的切削刀具时,其切削刀具交换的平均时间为8.5分钟;
2.刀具切削刃定位的平均时间为2.5分钟。而使用PSC快速交换切削工具系统,即可将前述交换和定位的时间缩短至平均1分钟;
3.每年切削工具的交换及刀具切削刃的定位时间即可缩短到50-200小时,生产效率即提高25%左右;
__________________________________________________________________________________________________

;)
;)
;)
;)
;)